某新能源汽车动力电池系统、储能系统研发生产企业,软包锂离子电池产品年出货量位居行业前列。项目总共分三期建设,总面积3000平,高度20米,12台双立柱堆垛机,总货位数7360个,单元载重1000kg/P。
通过自动化立体仓库与智能工厂的系统集成,构建了覆盖动力电池生产全流程的数字化管理体系,有效支持高能量密度电池的规模化生产,为业务发展提供安全可靠的仓储物流保障。
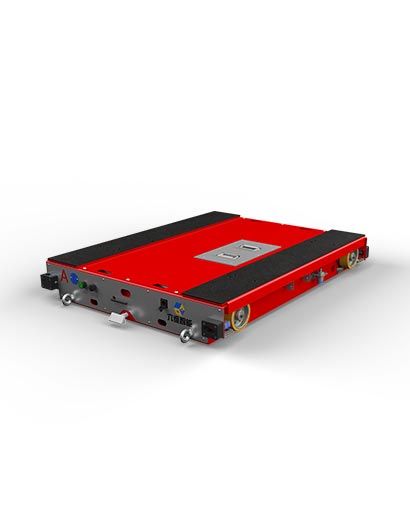
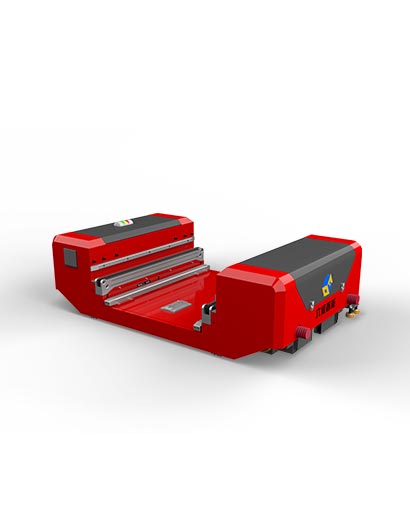
1、此项目为电池正负级原材料库,分6个库区,对洁净度及金属粉尘有严格要求,设备全部采用特殊处理。出入库托盘不离线,入库通过风淋室,对产品进行除尘;堆垛机行走轮采用特种聚氨酯材质,双电机同步驱动;采用拖链柔性电缆供电通讯,杜绝金属粉尘。
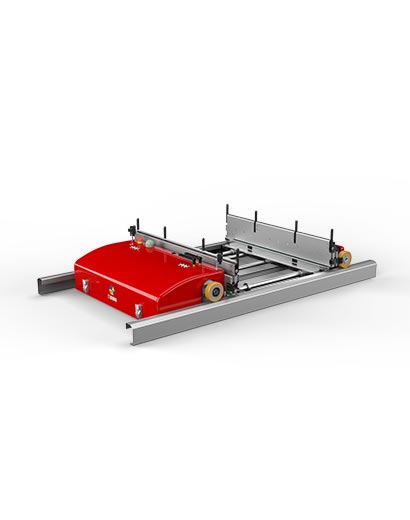
2、一楼入库,二楼钢平台穿梭车出库,对接搬运AGV,自动搬运至生产区域。
3、仓储环节与QMS联动,实时监测电池材料存储环境,确保材料稳定性。
4、批次信息全流程可追溯,精准定位异常批次,降低质量风险。
5、支持磷酸铁锂、三元材料等多体系电池生产的快速切换,满足定制化订单需求。